ҒҰҲИүәҒAҠщ‘¶ӮМ3DғvғҠғ“ғ^Ғ[ӮЙғҢҒ[ғUҒ[ғwғbғhӮрҺжӮи•tӮҜҒAҒuFirmwareҒvӮрҸ‘Ӯ«Ҡ·ӮҰӮйӮұӮЖ–іӮӯғҢҒ[ғUҒ[үБҚHӮрҺАҚsӮөӮДӮЭӮҪӮўҗlӮҫӮҜӮЙ—LҢшҒB
”сҸн’вҺ~ӮӘҺgӮўӮвӮ·ӮўҒAҒuRepetier-HostҒvӮр‘ОҸЫӮЖӮөӮҪӮӘҒAҒuCuraҒvӮИӮЗӮЕӮа“®ҚмҠm”FҒB
ҒuLaserGRBLҒvӮЕҸ‘Ӯ«ӮҫӮөӮҪғRҒ[ғhӮр3DғvғҠғ“ғ^Ғ[—pӮЙ•ПҠ·Ӯ·ӮйӮЙӮНҗіӢK•\Ң»ӮЙӮжӮйҢҹҚхҒA’uӮ«Ҡ·ӮҰӮӘүВ”\ӮИғGғfғBғbғ^Ғ[ӮӘ•K—vӮЙӮИӮйҒB
—LҸһӮМҒuҸGҠЫғGғfғBғbғ^Ғ[ҒvӮӘғuҒ[ғҖӮМ’ҶҒAҢ©үhӮҰӮӘғVғ“ғvғӢӮЕҒAҸuҺһӮЙӢN“®Ӯ·ӮйFreeӮМҒuPeggy PadҒvӮр’·”NҲӨ—pӮөӮДӮ«ӮҪӮӘҒA‘јӮЙҲЪҸчӮіӮкӮйҺ–ӮИӮӯҠJ”ӯӮӘҸI—№ӮөҒAүпҺРӮа–іӮӯӮИӮБӮДӮөӮЬӮБӮҪҒBҒiҚӮӢ@”\ӮҫӮБӮҪӮҫӮҜӮЙҺc”OҒj
FreeҒAҚӮӢ@”\ҒAҚӮ‘¬ҸҲ—қӮМҺO”ҸҺqӮӘ‘өӮБӮҪҒuPeggy PadҒvҒB
үж–КӮаӮұӮкҲИҸгӮИӮўӮЩӮЗғVғ“ғvғӢҒB
ҸI—№—\ҚҗӮӘӮ ӮБӮҪӮҪӮЯҒAҚЕҸIғoҒ[ғWғҮғ“Ӯрғ_ғEғ“ғҚҒ[ғhӮөӮД•ЫҠЗӮөӮДӮўӮйӮаӮМӮМҒAҢ»ҚЭ—ҳ—pӮөӮДӮўӮйғoҒ[ғVғҮғ“ӮНғCғ“ғXғgҒ[ғӢҺһӮ»ӮМӮЬӮЬӮМҲкӮВ‘OӮМғoҒ[ғVғҮғ“ҒB
ҒuPeggy PadҒvӮӘ”pҺ~ӮіӮкӮДӮа"Free"ӮЕ“Ҝ“ҷӮМӢ@”\Ӯр—LӮ·ӮйғGғfғBғbғ^Ғ[ӮН‘јӮЙӮа‘¶ҚЭӮ·ӮйӮМӮЕҒAҺQҚlӮЬӮЕӮЙҒB
http://sakura-editor.sourceforge.net/download.html
ҒҰҗіӢK•\Ң»ӮӘҠO•”ғvғүғOғCғ“ӮЙӮИӮБӮДӮўӮйӮжӮӨӮЕҒA“ҜҺһӮЙғ_ғEғ“ғҚҒ[ғhӮ·ӮйӮ©ҒAғvғүғOғCғ“ӮрҠЬӮсӮҫғCғ“ғXғgҒ[ғӢ”ЕӮр“ьҺиӮ·Ӯй•K—vӮӘӮ ӮиӮ»ӮӨӮҫҒB
ӮұӮұӮ©Ӯз–{‘иҒB
ҒҰҗіӢK•\Ң»ӮЙӮВӮўӮДӮМҺQҚl—бӮНҒA20”NҲИҸгӮағuғүғ“ғNӮӘӮ ӮиҒAҺgӮў•ыӮр‘еӮўӮЙҠФҲбӮБӮДӮўӮйүВ”\җ«ӮӘӮ ӮйӮМӮЕҺ©ҢИҗУ”CӮЕ
ҒuLaserGRBLҒvӮЕ•Ы‘¶Ӯ·ӮйғfҒ[ғ^ӮНҒAғӮҒ[ғhӮЙӮжӮи—lҒXӮИғpғ^Ғ[ғ“ӮЙ•Пү»Ӯ·ӮйӮМӮЕҒA’ҚҲУӮӘ•K—vҒB
үж–КӮЙ•\ҺҰӮіӮкӮҪ—МҲжӮҫӮҜӮЕ’uӮ«Ҡ·ӮҰӮр”»’fӮөҒAҲкҠҮҸҲ—қӮ·ӮйӮМӮНҠлҢҜҒIҒ@үр‘ң“xӮМҗЭ’и’lӮр•ПӮҰӮйӮҫӮҜӮЕӮағRҒ[ғhғpғ^Ғ[ғ“ӮӘ•Пү»Ӯ·ӮйҸкҚҮӮӘӮ ӮйҒB
PWMӮӘ—LҢшӮИҸкҚҮӮЙҗ¶җ¬ӮіӮкӮйGғRҒ[ғh
PWMӮӘ–іҢшӮИҸкҚҮӮМGғRҒ[ғh
‘јӮЙӮаҺRҗ·ӮиӮМ’ҚҲУ“_ӮӘӮ ӮйӮӘҒAҲИҸгӮр“ҘӮЬӮҰғRҒ[ғh’uӮ«Ҡ·ӮҰҺһӮМғ|ғCғ“ғgӮр‘еӮЬӮ©ӮЙӮЬӮЖӮЯӮйӮЖҒA
M3ҒiServo"ON"ҒjӮНҒA
(1)..M106 ӮЕғҢҒ[ғUҒ["ON"Ғ@S’l 0Ғ`255 ӮМҠФӮЕғҢҒ[ғUҒ[Ӣӯ“xғҢғxғӢ
ӮЙҒB
M5ҒiServo"OFF"ҒjӮНҒA
(2)..M107 ӮЕғҢҒ[ғUҒ["OFF"
ӮЙҒB
Fxx ӮНҒA
(3)..G1 Fxx
ӮЙҒB
(4)..G21Ғiғ~ғҠҗЭ’иҒjғRҒ[ғhӮМ’ЗүБ
–іӮўӮЖ25.4”{ӮЙҠg‘еӮіӮкӮйҺ–ӮӘӮ ӮйҒB
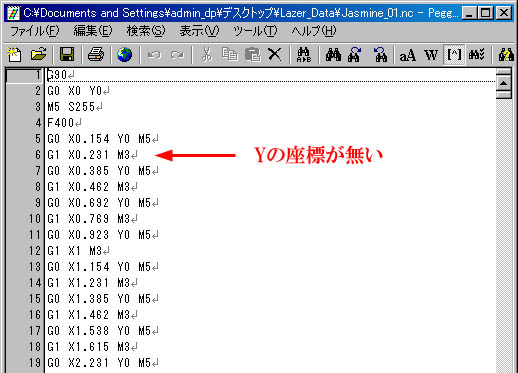
Ӯ»ӮМ‘јҒAҚА•W––”цӮЙ’P“ЖӮЕ‘¶ҚЭӮ·Ӯй"SxxҒixxӮН"0Ғ`255"ӮМҠФҒj" ӮИӮЗӮМғRҒ[ғhӮНҒAҚs‘}“ьҢгӮМҸг’iӮЙ”z’uӮөҒAM106 Sxx ӮЙ’uӮ«Ҡ·ӮҰҒB
"S0"ӮҫӮҜӮМҸкҚҮӮН"M107"ӮЙ’uӮ«Ҡ·ӮҰӮйҒB
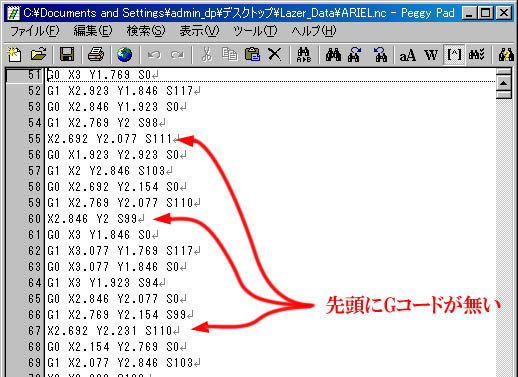
ҺҹӮМғRҒ[ғhӮӘG0ӮЕҺnӮЬӮйҸкҚҮҒA’uӮ«Ҡ·ӮҰӢ@”\ӮЙӮжӮиM107ғRҒ[ғhӮӘҸd•ЎӮ·ӮйӮМӮЕ•K—v–іӮўҒBҒiӮ ӮБӮДӮа–в‘иӮЙӮИӮзӮИӮўҒj
ӮўӮёӮкӮМGғRҒ[ғhӮаҒAҚА•W––”цӮЙҒAF’lҒi‘—Ӯ葬“xҒjӮр’ЗүБӮ·Ӯй
ғRҒ[ғhҚЕҸIҚsӮЙӮН–YӮкӮёM18ғRҒ[ғhҒiӮ·ӮЧӮДӮМғXғeғbғsғ“ғOғӮҒ[ғ^Ғ[Ӯр–іҢшҒjӮр“ьӮкӮйҒB
(PWMӮӘ—LҢшӮИҸкҚҮӮМғRҒ[ғh’uӮ«Ҡ·ӮҰ)
җіӢK•\Ң»ӮЕӮМҢҹҚхҒE’uӮ«Ҡ·ӮҰ—бӮМүж‘ңӮНҒAӮ ӮӯӮЬӮЕҢВҗl“IӮИ•ы–@ӮЙӮжӮйӮаӮМӮЕҒAҺ©•ӘӮМҚlӮҰӮЖғGғfғBғbғ^Ғ[ӮМӢ@”\ӮЙҚҮӮнӮ№ӮД“KӢX•ПҚXӮ·Ӯй•K—vӮӘӮ ӮйҒBҒEҒEӮ©ӮаҒH
—б1ҒFG0ғRҒ[ғhӮМҸкҚҮ
S0
G0 X0.933 Y1.4 S0
ӮМҸкҚҮҒA
M107
G0 X0.933 Y1.4 F800
ӮЙ’uӮ«Ҡ·ӮҰӮйҒB
ҒҰҒ@G0ғRҒ[ғh F’lҒA"Fxx" ӮНғҢҒ[ғUҒ[Ҹo—Н–іӮөӮМҺһӮМ”CҲУӮМҲЪ“®‘¬“xӮЙ
җіӢK•\Ң»ӮЕӮМ’uӮ«Ҡ·ӮҰ—бҒi2ӮВӮЙғOғӢҒ[ғvү»Ғj

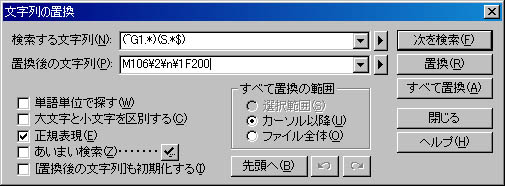
—б2ҒFG1ғRҒ[ғhӮМҸкҚҮ
G1 X1 Y1.333 S59
ӮМҸкҚҮҒA
M106 S59
G1 X1 Y1.333 F200
ӮЙ’uӮ«Ҡ·ӮҰӮйҒB
ҒҰҒ@G1 ғRҒ[ғhӮЕӮМF’lҒA"Fxx" ӮНғҢҒ[ғUҒ[Ҹo—НҺһӮЙҢ©ҚҮӮБӮҪ”CҲУӮМ‘¬“xӮЙ
җіӢK•\Ң»ӮЕӮМ’uӮ«Ҡ·ӮҰ—бҒi2ӮВӮЙғOғӢҒ[ғvү»Ғj
ӮұӮсӮИҠҙӮ¶ӮЕҒA‘јӮМғӮҒ[ғhӮЙӮВӮўӮДӮағ}ғjғ…ғAғӢӮЙҸ]ӮБӮДҢҹҚхҒE’uӮ«Ҡ·ӮҰӮрӮ·ӮйӮЖ3DғvғҠғ“ғ^Ғ[ӮЕӮМғҢҒ[ғUҒ[’ӨҚҸӮӘүВ”\ӮЖӮИӮйҒB
ҠөӮкӮйӮЖ5•ӘӮаӮ ӮкӮО•ПҠ·ӮӘҸIӮнӮйӮжӮӨӮЙӮИӮйҒB

“Y•tғtғ@ғCғӢ

