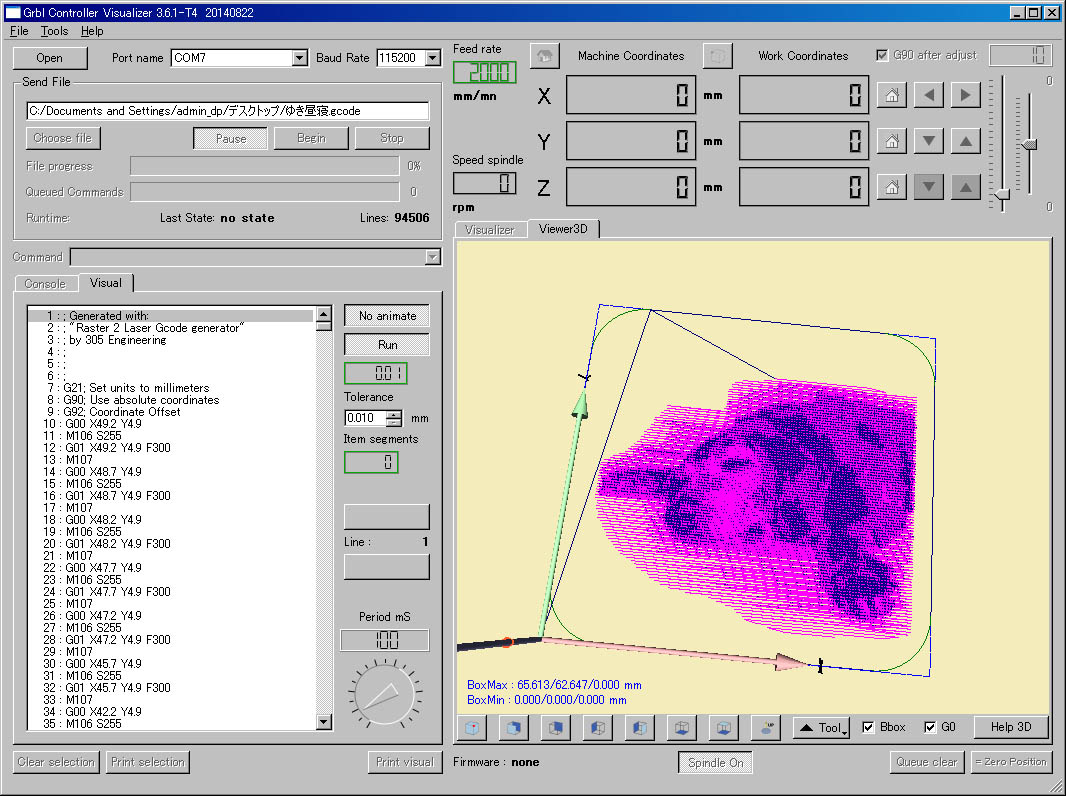
328P‚ً“‹چع‚µ‚½پuUNOپv‚âپA‚»‚جŒفٹ·‹@‚إژg—p‚³‚ê‚ؤ‚¢‚éپuGRBLپv‚إ“®چى‚·‚郌پ[ƒUپ[گê—p‹@‚إ‚ح•K—v–³‚¢چى‹ئ‚¾‚ھپA‚ ‚‚ـ‚إˆê”ت‚ج3Dƒvƒٹƒ“ƒ^پ[‚إپAپuGRBLپv‚جƒfپ[ƒ^‚ًƒRƒ“ƒoپ[ƒg‚µ‚ؤ“®‚©‚µ‚½‚¢ڈêچ‡‚جŒآگl“I‚ب”ُ–Yک^پB
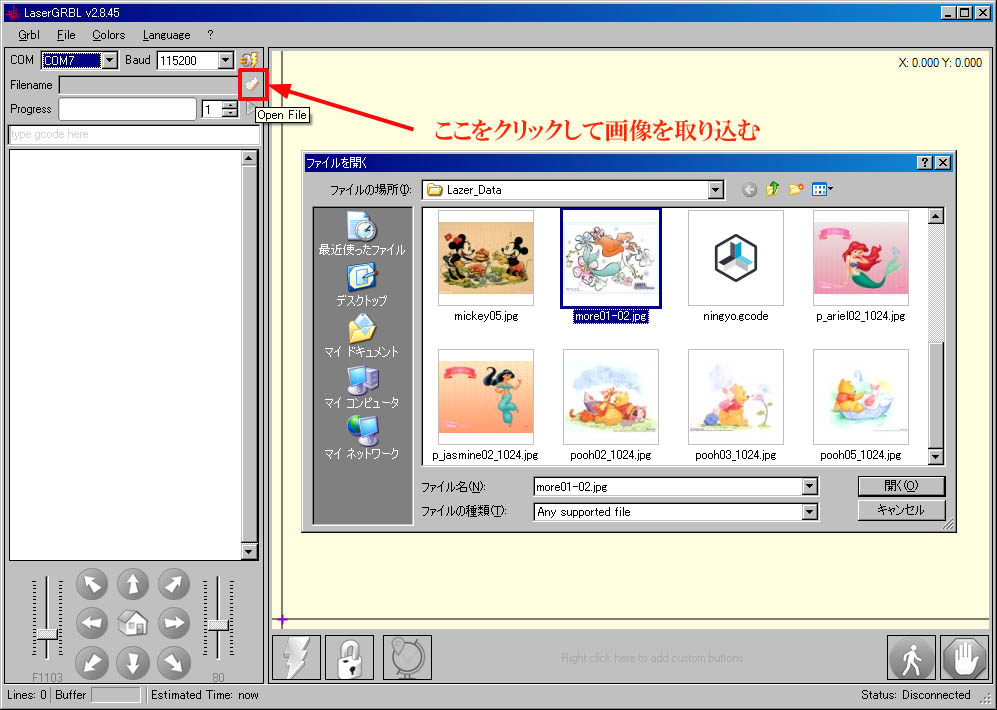
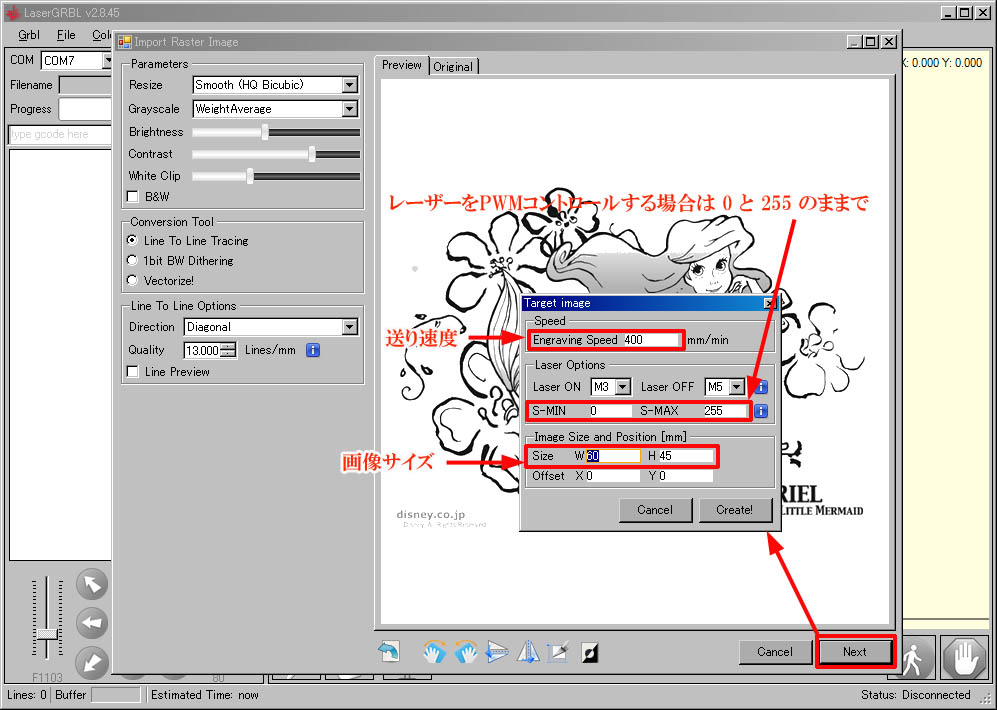
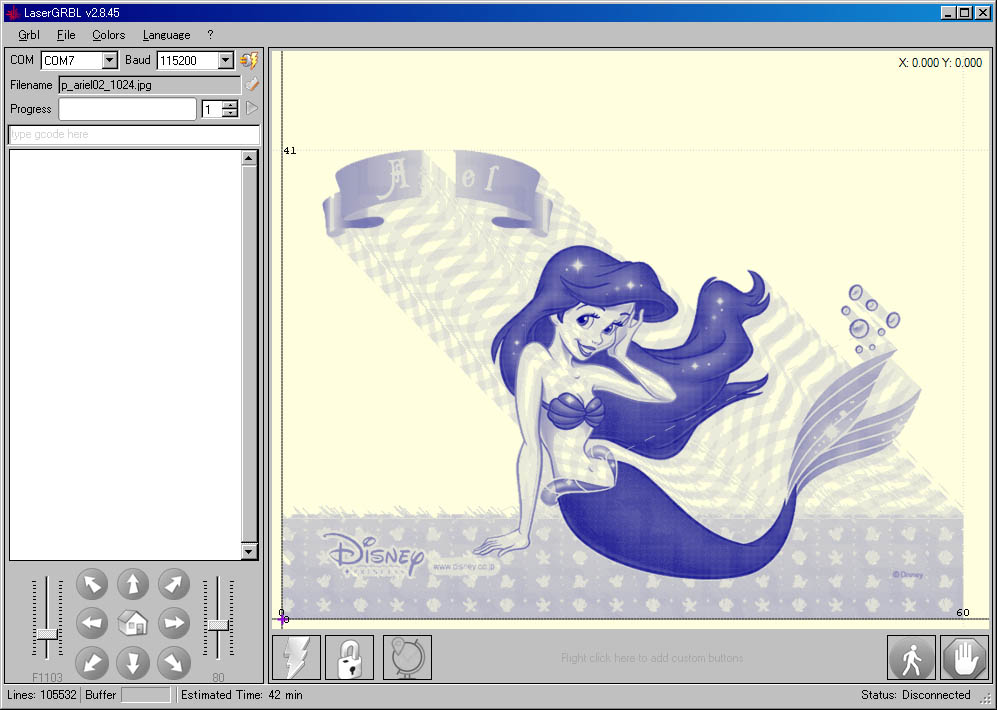
ƒfپ[ƒ^’ٹڈo—p‚ج‘خڈغƒAƒvƒٹ‚ح‰وژ؟‚ئ‹@”\‚ً—Dگو‚µ‚ؤپuLaserGRBLپvˆê–{‚ةچi‚ء‚½پB
ژs”ج‚جƒŒپ[ƒUپ[’¤چڈ‹@‚ة•t‘®‚µ‚ؤ‚¢‚éگ”ژي—ق‚جƒAƒvƒٹپiBenboxپANEJE LaserCarverپEپE“™پXپj‚ًژژ‚µ‚ؤ‚ف‚½‚ھپA‰و‘œ‚جGCODEƒfپ[ƒ^‚ً•غ‘¶ڈo—ˆ‚ب‚¢‚ب‚ا‹@”\•s‘«‚ب‚à‚ج‚ھ‘½‚¢پB
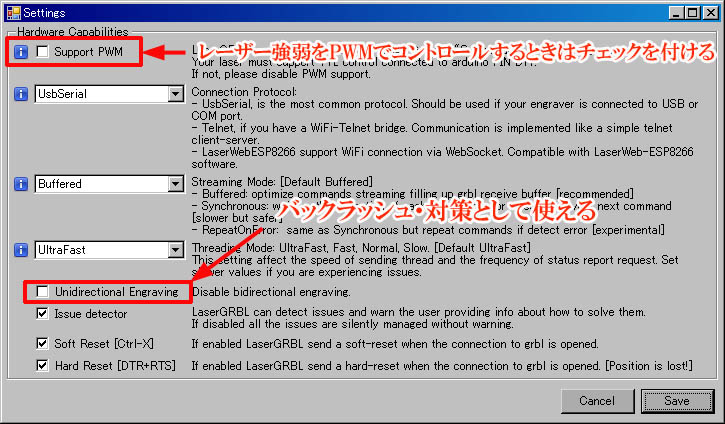
‚»‚ج“_پuLaserGRBLپv‚حڈˆ—‘جŒn‚ھٹ®گ¬‚³‚ê‚ؤ‚¢‚邾‚¯‚إ‚ب‚پAƒŒپ[ƒUپ[‚ج‹ژم‚ًƒRƒ“ƒgƒچپ[ƒ‹‚µ‚ب‚ھ‚çڈئژث‚إ‚«‚éپuPWMپv‹@”\‚ً—L‚·‚é‚ب‚اپA“‚¢ڈًŒڈ‚ً–‚½‚µ‚ؤ‚¢‚éپB
پiچإگV‚جƒoپ[ƒVƒ‡ƒ“‚إ‚حپuBACKLASHپv‘خچô‚ئژv‚ي‚ê‚é‹@”\‚à’ا‰ء‚³‚ê‚ؤ‚¢‚éپj
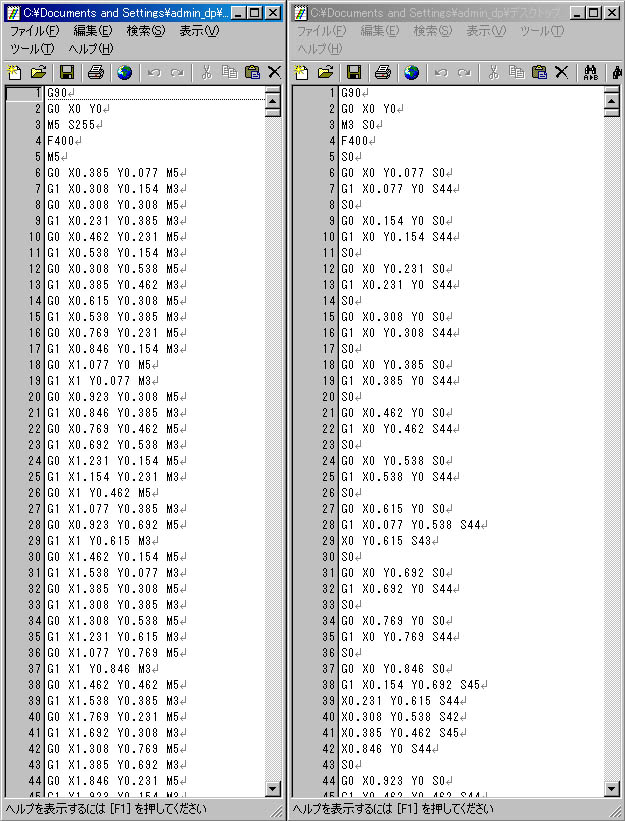
Œ‹ک_‚©‚ç‚ج’ٌژ¦پBپ@
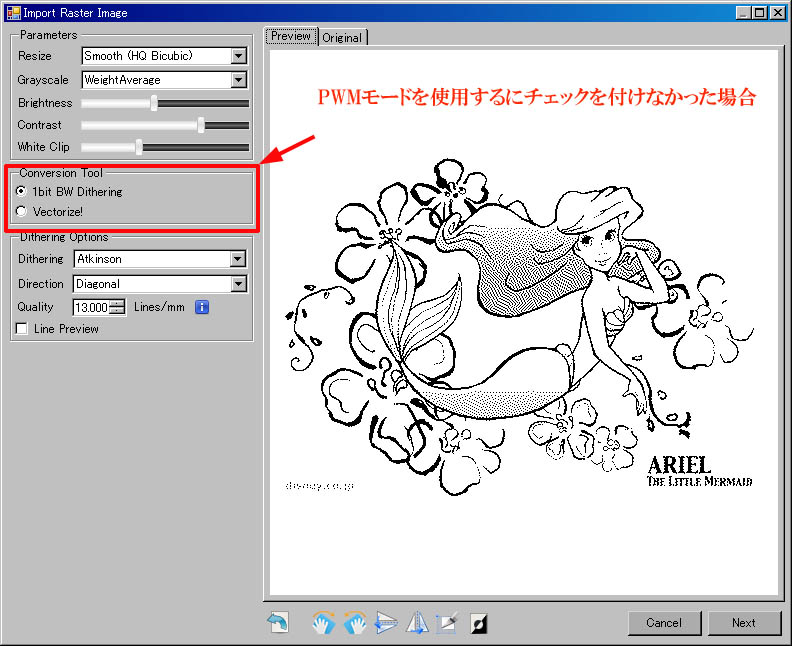
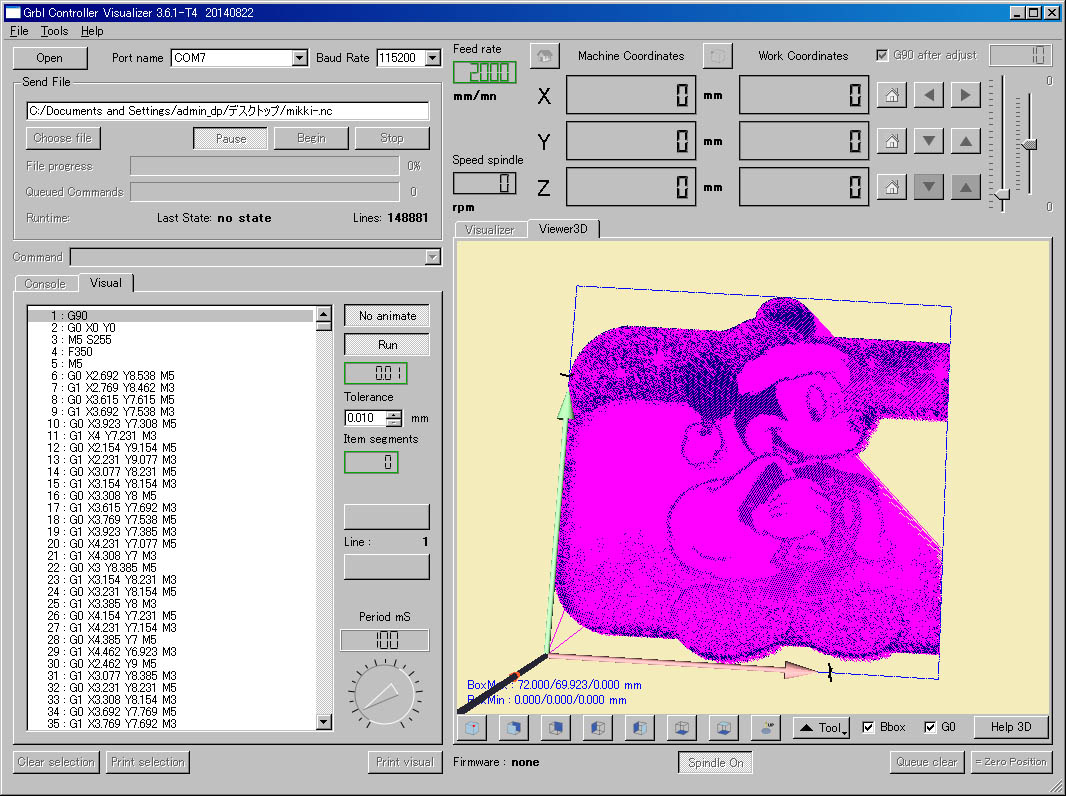
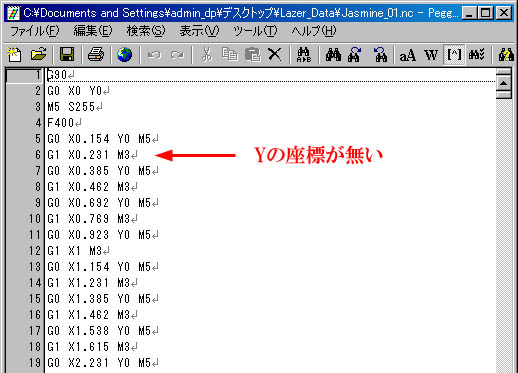
ƒŒپ[ƒUپ[ƒwƒbƒh‚ةپuPWMپvƒRƒ“ƒgƒچپ[ƒ‹‚ھ–³‚¢ڈêچ‡‚جˆê”ت“I‚بƒ‰ƒXƒ^پ[ƒfپ[ƒ^پBپ@‘¼‚جƒŒپ[ƒUپ[ƒAƒvƒٹ‚ئ”نٹr‚·‚é‚ئگ¸چׂإمY—يپB

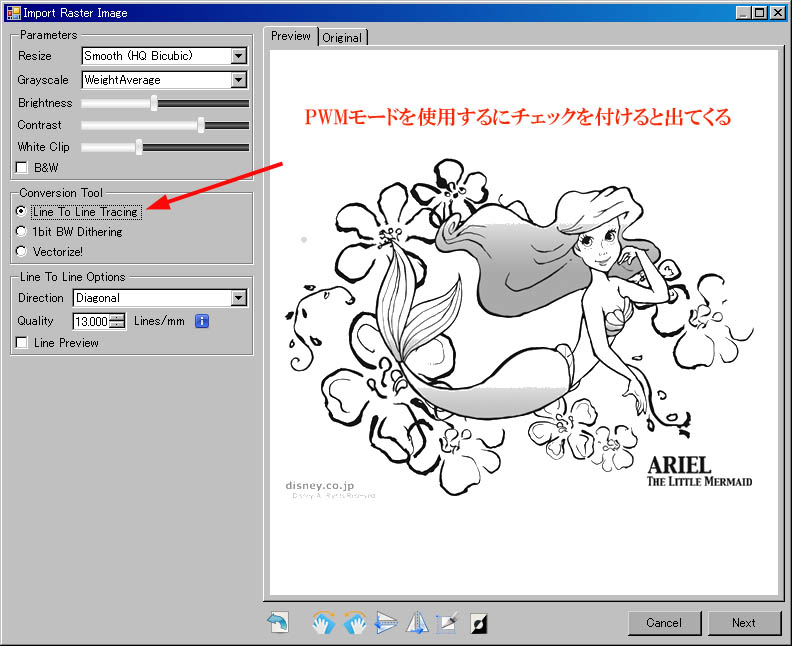
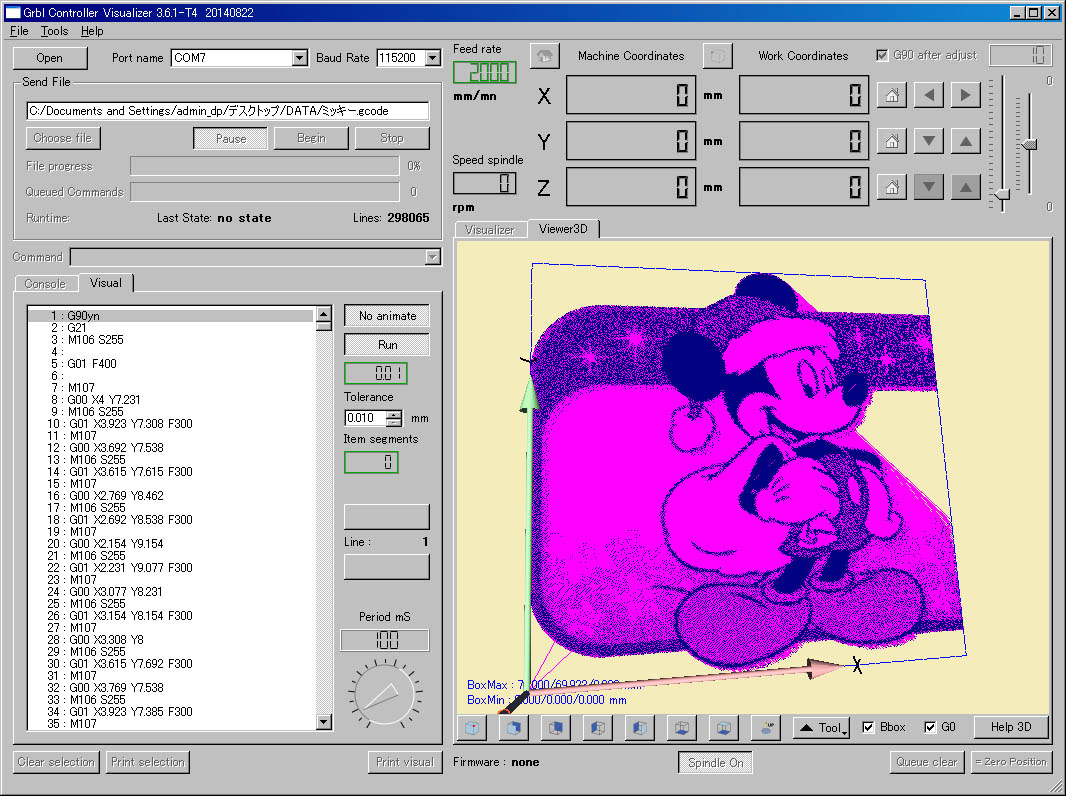
ƒŒپ[ƒUپ[ƒwƒbƒh‚جپuPWMپvƒRƒ“ƒgƒچپ[ƒ‹‚ً—LŒّ‚ة‚µ‚½ڈêچ‡‚جƒfپ[ƒ^پBپ@”ٌڈي‚ةمY—يپI
پi‚±‚ج‹@”\‚ًژg‚¤‚ة‚حپAƒIƒvƒVƒ‡ƒ“‚جپuPWMپv‹@”\‚ةƒ`ƒFƒbƒN‚ً“ü‚ê‚é•K—v‚ھ‚ ‚éپj
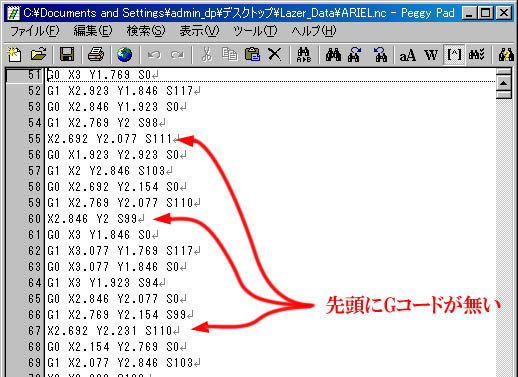
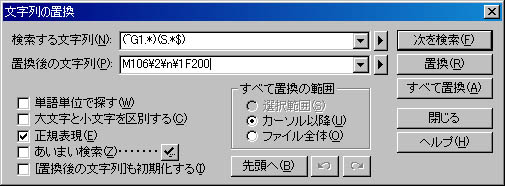
ڈم‚ج“ٌ‚آ‚جƒRپ[ƒhپiPWM‚ج—L–³پj‚ًڈo—ح‚µ‚ؤ”نٹrپB
‚ـ‚é‚إˆظ‚ب‚é•تƒRپ[ƒh‚ھگ¶گ¬‚³‚ê‚éپB
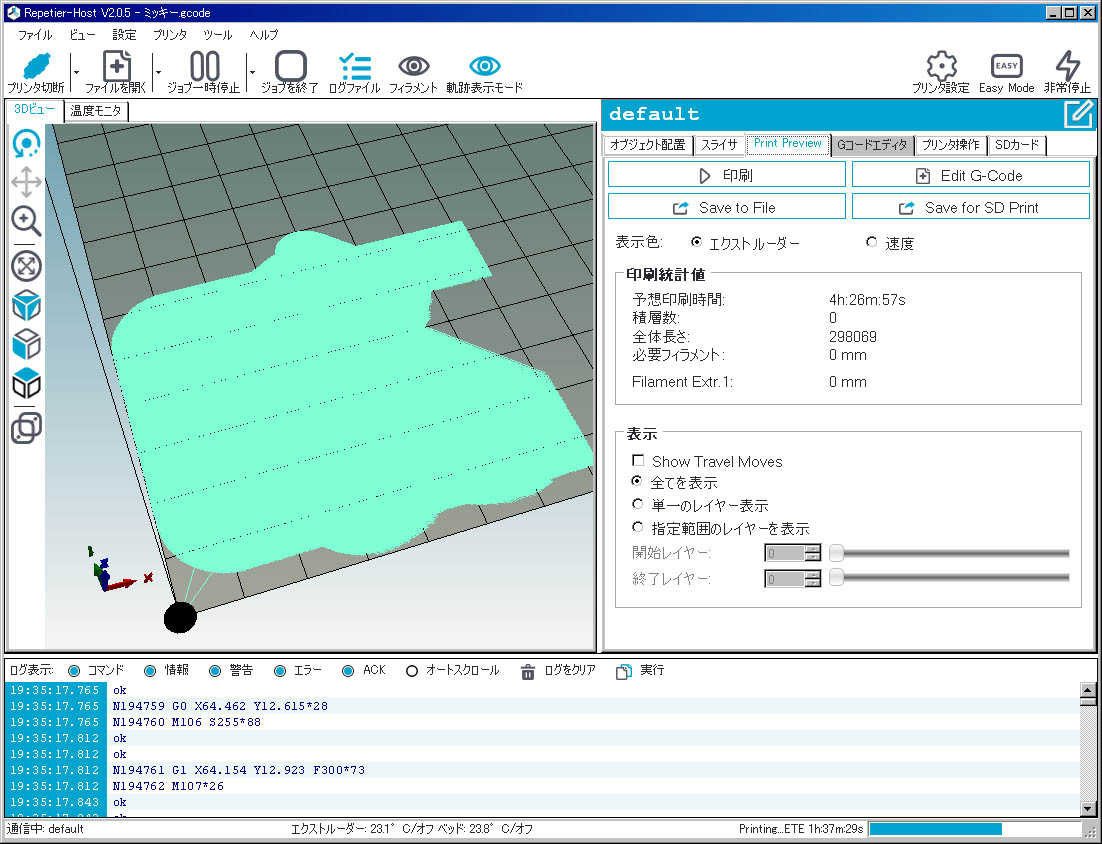
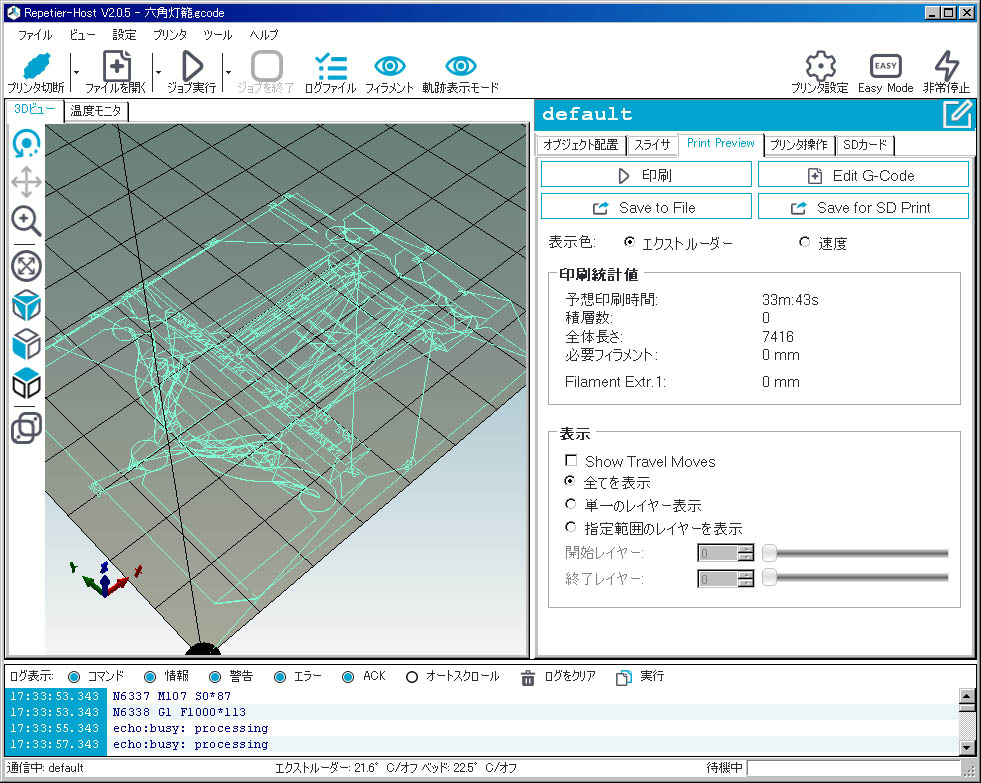
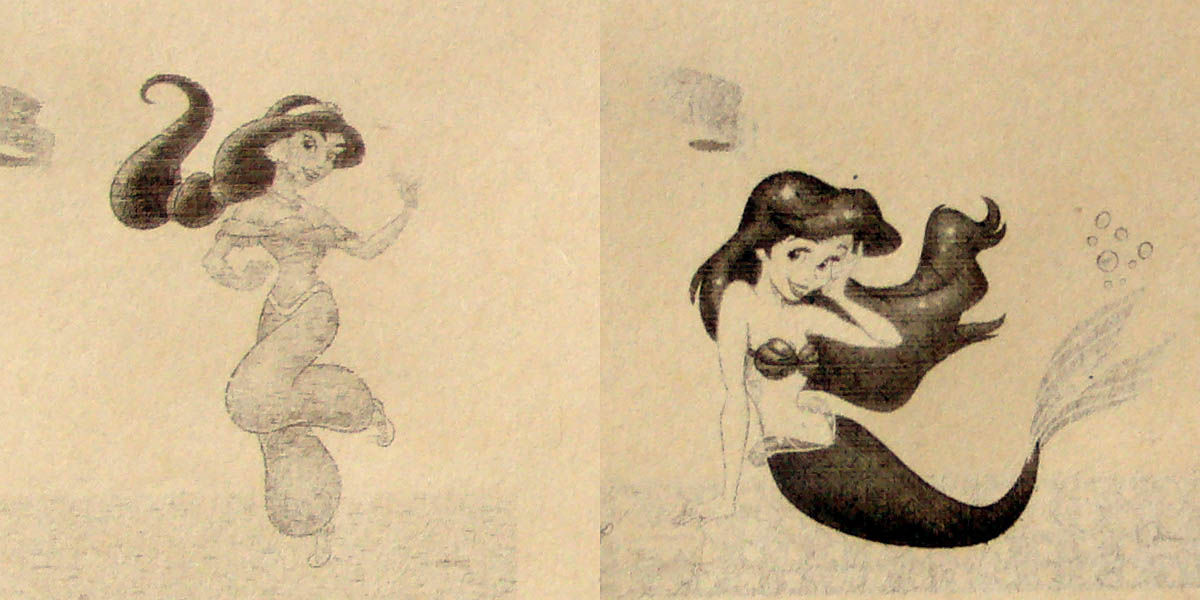
‚ا‚؟‚ç‚à3Dƒvƒٹƒ“ƒ^پ[‚جƒtƒ@پ[ƒ€ƒEƒFƒAپuMerlinپv‚إ‚حڈˆ—‚·‚éژ–‚ھڈo—ˆ‚ب‚¢پB
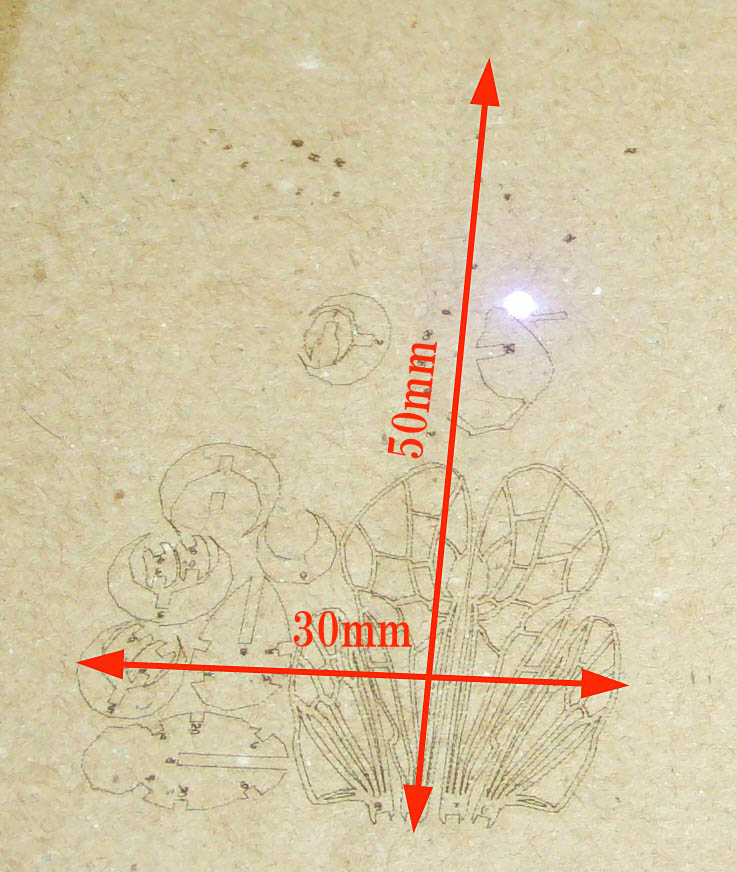
‰؛‚جژہچs‰و‘œ‚حپAژ©چى‚ج3Dƒvƒٹƒ“ƒ^پ[پiƒtƒ@پ[ƒ€ƒEƒFƒAپuMerlinپvپj‚إڈo—ح‚µ‚½‚à‚جپB
چ¶‘¤‚ج‰و‘œ‚حPWM‹@”\–³‚µ‚جˆê”ت“I‚بƒ‰ƒXƒ^پ[ڈˆ—‰و‘œپB
‰E‘¤‚ج‰و‘œ‚ھPWM‹@”\‚ً—LŒّ‚ة‚µ‚½ڈêچ‡‚جڈˆ—‰و‘œپB
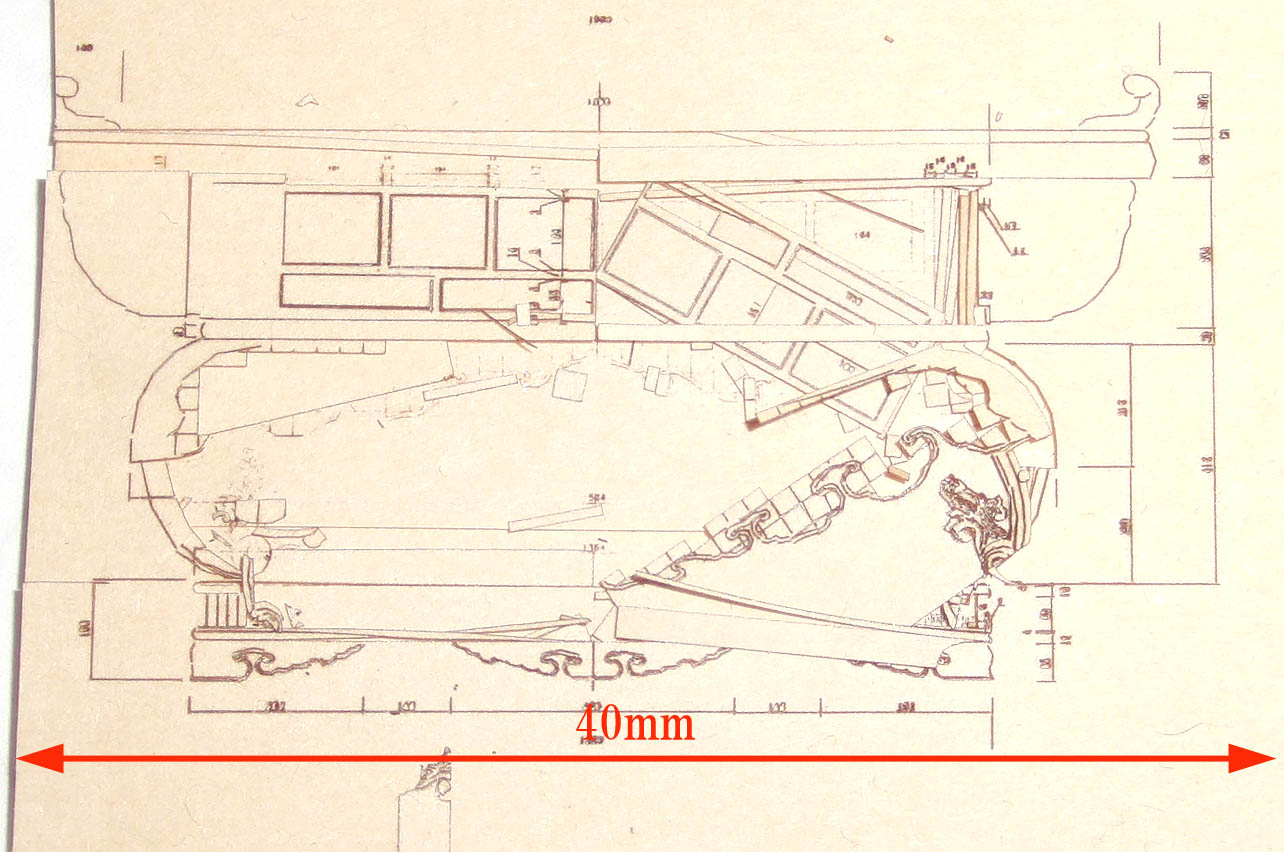
‚ا‚؟‚ç‚ج•û‚ھمY—ي‚ب‰و‘œ‚إڈo—ح‚³‚ê‚é‚©ˆê–ع—ؤ‘RپBپ@گl‹›‚جچ‚‚³‚ح‚RƒZƒ“ƒ`’ِ“xپB
ڈم‚ج‰و‘œ‚حژ––±—p‚ج’ƒ••“›‚إƒeƒXƒg‚µ‚½‚à‚جپB

ˆêŒ©پA•s‰آ”\‚ةژv‚¦‚½پuMerlinپv‚إ‚جƒŒپ[ƒUپ[ڈo—حPWMƒRƒ“ƒgƒچپ[ƒ‹پB
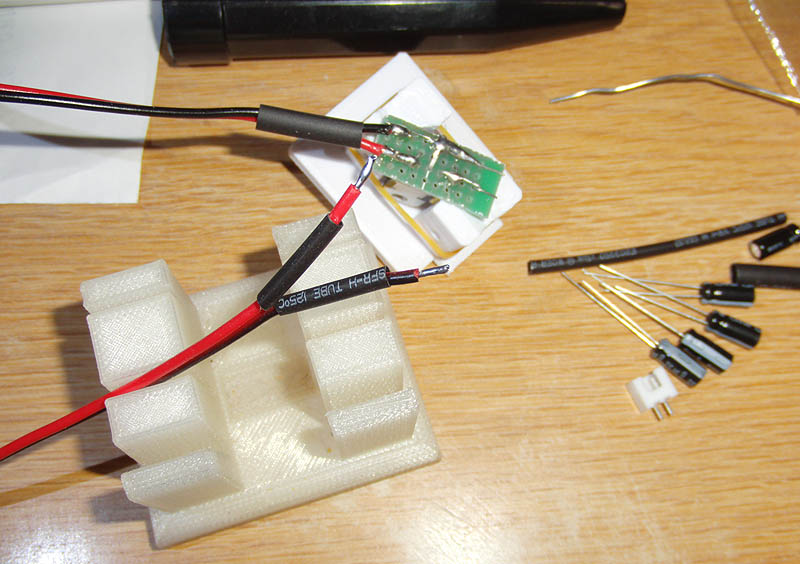
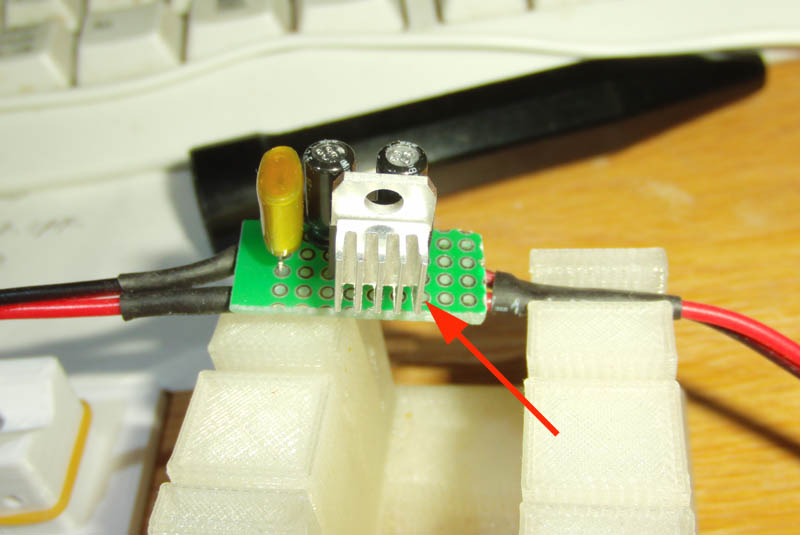
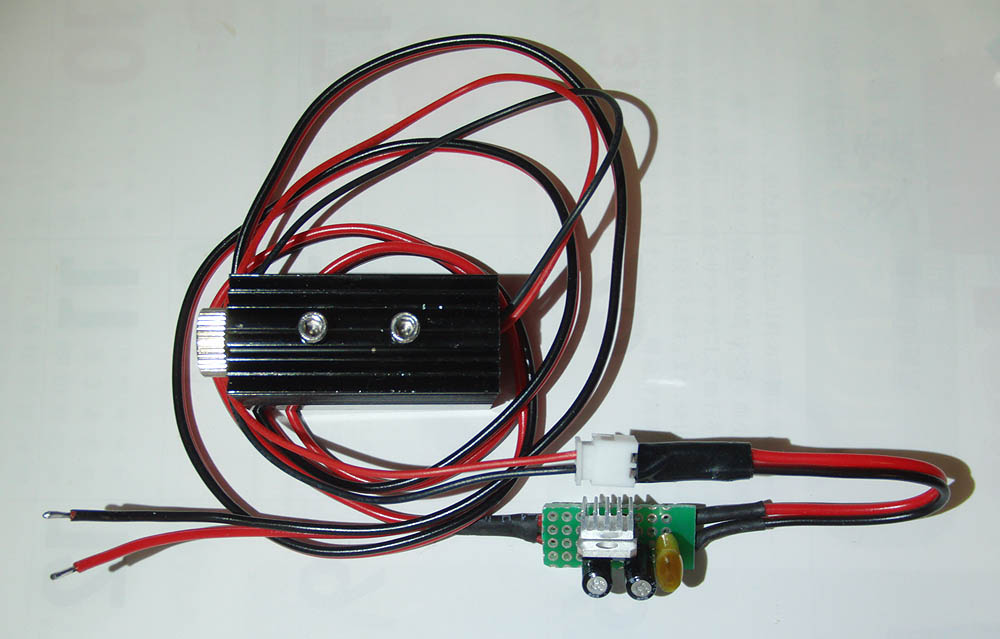
FAN‚جƒRƒ“ƒgƒچپ[ƒ‹ƒoپ[‚ھپAƒŒپ[ƒUپ[‚ج‹ژم‚ةچ‡‚ي‚¹‚ؤ‹C‚؛‚ي‚µ‚“®‚پB
‚±‚ê“™‚جƒfپ[ƒ^‚ً3Dƒvƒٹƒ“ƒ^پ[—p‚ةڈo—ح‚·‚邽‚ك‚جچى‹ئژèڈ‡‚حژں‰ٌپB



 “Y•tƒtƒ@ƒCƒ‹
“Y•tƒtƒ@ƒCƒ‹